DOKUMA MAKİNELERİNİN SINIFLANDIRILMASI
Dokuma makinelerinin sınıflandırılmasını çeşitli şekillerde yapmak mümkündür.
· Faz sayılarına göre sınıflandırma:
a)Tek fazlı
b)Çok fazlı: - yuvarlak dokuma makineleri
- düz çok fazlı dokuma makineleri
· Atkı atma sistemine göre sınıflandırma: a)Mekikli dokuma makineleri
b)Mekikçikli dokuma makineleri:Tek veya çok mekikçikli makineleri kapsamaktadır.
c)Kancalı dokuma makineleri d)Hava jetli dokuma makineleri
e)Su jetli dokuma makineleri
· Ağızlık açma mekanizmalarına göre sınıflandırma: a)Eksantrikli (Kamlı) dokuma makineleri b)Armürlü dokuma makineleri c)Jakarlı dokuma makineleri
A)Faz sayısına göre sınıflandırma: a) Tek fazlı dokuma makineleri : Makinenin tek bir kursunda temel dokuma işlemleri olan ağızlık açma, atkı atma ve tefelemeyi bir kez gerçekleştiren makinelerdir. Tezgah üzerinde aynı anda ikinci bir ağızlık açma, atkı atma veya tefeleme yapılması mümkün değildir.Endüstride kullanılmakta olan dokuma makineleri tek fazlı sistemlerdir. b) Çok fazlı dokuma makineleri: Bir dokuma makinesinde, aynı anda farklı yerlerde birden fazla dokuma işlemi gerçekleştiriliyorsa, bunlara çok fazlı dokuma sistemleri denir. Bu makinelerde birden fazla dokuma ünitesi senkronize edilmiştir. Aynı anda birden daha fazla yerde ağızlık açılarak, atkı atma ve tefe vurma işlemleri de yapılmaktadır. Çok fazlı dokuma makineleri kendi aralarında ikiye ayrılmaktadır:
1-Yuvarlak dokuma makineleri: Çuval ve ambalaj sanayisinde kullanılan tüp kumaş üretimi için geliştirilmiştir. Dört veya sekiz mekiğin birbiri ardından yuvarlak bir mekik yolu izleyerek dalgalı bir ağızlığın içinden geçtiği makinelerdir. Elektromanyetik bir blok dairesel hareket eder . Metal mekikçikleri kendine çekerek atkıları taşıtır. Tefe vuruşu dişli bir silindir ile yapılır.
2- Düz çok fazlı dokuma makineleri: Bu makinelerde dokuma işlemi aynı anda bir çok yerde yapılır. Küçük atkı taşıyıcılar önlerine açılan ağızlıkta ilerleyerek, bir atkılık iplik uzunluğunu kumaş enince taşırlar. Ağızlık adedi yerleştirilen atkı adedi kadardır. Tefeleme sürekli olup, genellikle profilli dönel bir tarak ile gerçekleştirilir. Çalışma hızı çok yüksek olmayan buna karşılık atkı kayıt hızı 2000m/dak. Civarında bulunan makinelerdir. Sıra ağızlıklı ve dalga ağızlıklı sistemler düşünülmüş olmakla birlikte ticari bir önem kazanamamışlardır.
B)Atkı atma sistemlerine göre sınıflandırma
· Mekikli dokuma makineleri, modern makinelere oranla üretim yavaşlığı ve kullanım zorluğu nedeniyle yavaş yavaş kullanımdan kalkmış olsalar da gerçek kumaş kenarının elde edilmek istendiği durumlarda veya yüksek üretim hızlarına gerek duyulmadığı durumlarda mekikli tezgahlar kullanılmaktadır.
Mekikli dokuma makinelerinde mekik ve üzerinde taşıdığı atkı ipliği,ağızlığın her açılışında,makinenin sağ ve solunda bulunan mekik yuvaları arasında hareket etmektedir.Bu işlem masura üzerindeki atkı ipliği bitinceye kadar devam eder. Mekik üzerindeki masura boşaldığında,masura otomatik olarak değiştirilir. Mekik çeşitli vuruş tertibatları kullanılarak fırlatılabilmektedir.
Mekik, gövdesi sert ağaç veya plastik döküm malzemeden yapılmış, uçları sivriltilerek çelik uç takılmış, üzerinde atkı masurasını taşıyan, dikdörtgenler prizması biçimli atkı taşıyıcı elemandır. Mekiklerin ağırlıkları 300-900 gr arasında değişmektedir.
Mekik, atkı masurasını üzerinde taşımaktadır.Dolayısıyla mekik, endirekt bir taşıyıcı elemandır. Her mekik bir masura taşımaktadır. Bu durum tek renk ve tek cins atkı ipliği ile çalışmayı zorunlu kılmaktadır. Mekikli dokuma makineleri tek mekikli ve çok mekikli (kasalı) olarak ikiye ayrılır.
Tek mekikli dokuma makinelerinde masura boşalıncaya dek atkı atımı mekik yuvaları arasında devam eder. Masura bitince otomatik batarya tertibatı ile değiştirilir. Tek tip iplikle dokunan düz kumaşların dokunmasında kullanılır.
Üst üste yerleştirilmiş, bir tarafta veya her iki tarafta iki veya daha çok yuva bulunan mekikli tezgahlara, kasalı veya düşey yuva hareketli tezgah denir. İki veya daha fazla renkli iplik kullanılması gereken kumaşlar için kullanılır. Genellikle her yuva içinde değişik renkte iplik mekikler yerleştirilir. Kasalar dikey veya silindirik olarak hareket eder. Ağızlıkta kullanılacak uygun mekik vurucu kolun seviyesine getirilir. 2x1 kasalı tezgahta, tezgahın bir tarafında 2 yuva diğer tarafında bir yuva bulunur ve iki renkli dokuma yapılabilir. 4x4 kasalı tezgahta, tezgahın her iki tarafında 4er yuva bulunur. 7 renk atkı ipliği kullanılabilir.Harekette olan mekiğin girebilmesi biçin bir yuva daima boş bırakılır.
· Mekikcikli dokuma makineleri, mekikli dokuma makinelerinde üretim hızının arttırılabilmesi için atkı atma işleminin, mekikten çok daha küçük bir elemanla yapılması düşüncesinin ortaya çıkması ile 1952 yılında ticari olarak piyasaya çıkarılmışlardır. Mekikcikli dokuma makinelerinde, üretim, verimlilik ve hız, mekikli tezgahlara göre oldukça üstündür. (Genel olarak mekiklilerde ortalama hız 150-200 m/dak ; mekikciklilerde ise 400-540 m/dak civarındadır). Mekikcikli dokuma makinelerinde ipliğin bir taşıyıcıya aktarılmadan bobinden geliyor olması ara vermeden uzun metrajlı çalışma imkanı sağlarken, mekikçiğin mekikten yaklaşık on kat küçük olması atkı atım hızını arttırmıştır.
Mekikçikler gövdeleri sertleştirilmiş ve taşlanmış çelik veya özel alaşımlı metallerden yada sentetik maddelerden yapılabilmektedir. Özellikle karbon kompozit malzemeden yapılmış mekikçiklerin ağırlıkları çok düşük seviyelerde olduğundan makinenin hızının arttırılması sağlanabilmektedir. Mekikçikler yaklaşık olarak, 9 cm boyunda, 14 mm eninde, 6 mm yüksekliğinde ve 40-70 gr arasındaki ağırlıklara sahiptir (kompozit malzemelerden yapılmış mekikçiklerin ağırlığı 10 gr’a kadar düşürülmüştür). Ağır mekikçikler kalın atkı ipliği ile çalışmada, hafif mekikçikler ise ince atkı ipliği ile çalışmada idealdirler.
Mekikcikli dokuma makinelerinde, birden fazla mekikçik bulunmaktadır. Mekikcikli tezgahlarda bulunan mekikçik sayısını kumaş eni belirlemektedir. Yani,tezgaha yerleştirilecek mekikçik sayısı, dokuma makinesinin eni ile doğru orantılıdır. Dolayısıyla tezgah eni arttıkça kullanılabilecek mekik sayısı artmaktadır.
Mekikcik seçimi, dokuma tezgahının çalışma hızının daha da önemlisi çalışılan iplik cinsine bağlı olarak yapılmalıdır. Dokumada uygun mekikçiğin kullanılması elde edilen kumaşın kalitesinin ve dokuma performansının artmasını sağlamaktadır.
· Kancalı dokuma makineleri çalışma durumuna ve özelliklerine göre çeşitli guruplara ayrılır.
1. Kanca sayısına göre: Tek Kancalı, Çift Kancalı
2. Atkı transfer sistemine göre: Gabler, Dewas
3. Kanca tipine göre: Sert, Esnek, Teleskobik
4. Faz sayısına göre: Tek fazlı, İki fazlı
Esnek kancalı dokuma makinelerinde kanca başları esnek bant vasıtasıyla sevk edilir. Bu bantlar çelik şeritlerden veya sentetik maddelerden yapılır. Kancalardan biri atkı ipini alarak kumaşın orta noktasına kadar taşır. Karşı yönden gelen kanca taşınan ipliği alır ve hareketi tamamlar. Kancaları taşıyan bantlar kıvrılarak sarılma hareketi yaparlar. Bu nedenle esnek kancalar fazla yer kaplamaz. Ancak esnek kancaların ağızlık içinde kılavuzlanması gerekir. Kılavuzlama nedeniyle zamanla aşınmalar söz- konusu olmaktadır.
Hava jetli dokuma makineleri günümüzde kullanılan en hızlı sistemdir. Bu sistemde atkıyı taşıyıcı bir eleman bulunmadığından gerek hız gerekse üretim acısından diğer sistemlere göre avantajlıdır. Ancak hava akımıyla taşınan ipliğin hız farkından dolayı iplik bükümünün açılma riski fazladır. Hava jetli ile atkı atmada önce atkı bir bobinden sağılarak gerilim düzenleyiciden geçirilir. Daha sonra atkı ölçme cihazı bir atkılık ipliği ölçerek atıma hazır hale getirir.Atkı ipliği ana jet içerisinden püskürtülerek atkı atımı gerçekleşir. Geniş enli tezgahlarda ana jet dışında tarak önlerine yerleşmiş yardımcı jetler de kullanılır. Hava jetli tezgahın bir özelliği de tarak yapısının oyuklu şekilde olmasıdır. Bunun nedeni püskürtülen havanın dağılmadan en uzak noktaya kadar gönderilebilmesidir
· Su jetli dokuma makineleri Atkı atma yönteminin haricinde su jetli dokuma makineleri görünüş bakımından klasik tezgahların yapısından pek farklı değildir. Atkı, çapraz bobinden sağılıp, gerilim düzenleyicisinden geçtikten sonra, gerekli atkı uzunluğu ayarlanıp atkı atma ağzına iletilir. Su jetli tezgahlarda, kapanan valfli ağız veya açık ağız kullanılabilmektedir. Hiçbir hareketli parçası bulunmayan açık ağız, basit olmasına karşılık su tüketiminin fazlalığı ve atkı aralarında su sızıntısı nedeniyle mahzurlu sayılabilir. Atkının kaydı sırasında sıvı, ağızdan püskürtülene kadar pompa tarafından ivmelendirilir . Sıvının fırlatılışı atkı kaydının sağlanabilmesi için kompakt bir jet formunda olmalıdır. Ağızlıkta yüksek bir hızla hareket eden atkı ipliği tüm çözgü enini kat ettikten sonra, frenlenmeli ancak bu çok ani bir biçimde yapılmamalıdır. Öte yandan kısalma veya kıvrılmayı önlemek için bir parça gerilimin sürdürülmesi önemlidir. Su jetli tezgahlarda atkı atma sistemi pompa, jet ve valf olmak üzere üç ana kısımdan oluşmaktadır.
C) Ağızlık açma mekanizmalarına göre sınıflandırma
· Eksantrikli (kamlı) ağızlık açma mekanizmaları:
Genellikle basit yapılı örgüler için kullanılan 4,5,8,10,12 çerçeveli makinelerdir. Ağızlık hareketi alt mile takılan kamların profillerine uygun olarak meydana getirilir. 8 veya 10 atkı yüksekliğinde raporlar dokuyabilirler. Ayrıca türlü taharlar yapılarak örgü raporunun genişliğini artırmak mümkündür. Alt milden dişlilerle tahrik alan bir ara mile kamlar takarak atkı raporu da yükseltilebilir. Bakım maliyetleri azdır. Oldukça hızlıdırlar. Basit güçlü olduklarından kumaş hatalarına sebep olmazlar ancak sınırlı desen imkanına sahiptirler. Ayrıca örgünün değiştirilmesi oldukça zahmetlidir. Bu nedenle uzun süre aynı örgü kullanılarak üretim yapılan alanlarda tercih edilirler.
Eksantrikli dokuma makinelerinde çerçevelere kumanda edecek eksantrikler örgünün armür planına göre hazırlanır ve eksanrik miline yerleştirilir. Uygulanmak istenen örgünün öncelikle raporu, tahar planı ve armürü çıkarılır. Amür planında görülen her çerçeve için eksantrikler hazırlanır.
· Armürlü ağızlık açma mekanizmaları:
Armürlü mekanizmaların desenlendirme olanağı çok daha geniş olup, 12,16,20,25 ve çok özel durumlarda 33 hatta 45 çerçeveye kadar dokuma yapmaları imkanı vardır. Bütün çerçeveler bir kam veya krank tahrikli kaldırma mekanizmasıyla hareket ettirilir. Fakat çerçevelerin kalkış düzeni, belli bir kumaş örgü raporu için hazırlanan desen zinciri, delikli kart veya program bandıyla kontrol edilir. Çerçeve sayısının belli olduğu bir durumda, kartonun veya desen zincirinin uzunluğu artırılmak suretiyle örgü raporunun yüksekliği çok büyütülebilir. Buna taharlama olanakları da ilave edilince armürlü sistemlerle çok geniş desenleme olanakları elde edilir.
Armür makinelerinde temel çalışma prensibi aynı olmakla beraber kumanda sistemlerine ve hareket iletimlerine göre sınıflandırılır.
Negatif hareketli armürlerde dokuma çerçeveleri sadece yukarı kaldırılır.Çerçevelerin geri hareket yaylarla sağlanır.Pozitif hareketli armürlerde dokuma çerçevelerinin yukarı kaldırılması ve geri hareketi armür tertibatıyla gerçekleşir.Ağır gramajlı kumaşlarda tercih edilen sistemdir.
Tek kurslu armür makinelerinde makinenin her bir devrinde bir atkı atılır. Atkı atma hızı düşüktür.
Çift kurslu armürlerde makinenin bir devrinde iki atkı atılır. Günümüzde kullanılan modern dokuma makineleri genellikle bu sistemle çalışır.
Mekanik kumandalı armürlerde desen çerçeve hareketlerine zincir veya kartonla aktarılır. Delikli kartonlarla kumanda edilen armür makinelerinde kumaşın örgüsüne ve desenine bakılarak üzerine delikler açılmış bir dizi karton kullanılır. Desen zincirleriyle kumanda edilen armür makinelerinde armür planına göre dizilen çelik rolelerle hareket sağlanır.
Elektronik kumandalı armürlerde mekanik armürlerdeki kart veya zincirler yerine manyetik kumanda çubukları bulunur. Manyetik bloklar elektronik desen hafızası veya direk mikro işlem birimiyle bağlantılı çalışır. Desen bilgileri elektrik sinyalleri olarak doğrudan manyetik çubuğa gönderilir. Tırnak alıcı disk üzerindeki boşluğa girince alıcı disk ana mil tarafından döndürülür. Alıcı diskin dönmesiyle çerçevelere hareket iletimi başlar. Tırnak çentiğe girmediğinde çerçeveler durumlarını korur. Elektronik kumandalı armürlerde mikro işlemli bir kumanda aleti bulunur. Tüm hareketler bu kumanda aleti ile kontrol edilir.
Jakar makineleri
Desen kabiliyeti en yüksek olan dokuma makineleridir. Tezgahın üst kısmına kurulmuş bir ilave şasiye monte edilen jakar makinesi vasıtasıyla, çözgü ipliklerini tek tek kontrol etmek, mümkün olmaktadır. Bunlar bir program dahilinde bireysel gücü gruplarını işletirler. Kenar jakarları daha az sayıda gücü için üretirler. Jakar büyüklüğünü kanca sayılarıyla vermek daha yaygındır. Çünkü her kanca, bir grup gücüyü kontrol etmektedir. Armürlü tezgahlardan daha yavaş çalışır.
Jakar mekanizmasının çalışma prensibi gücü tellerine, dolayısıyla her çözgü ipliğine ayrı ayrı kumanda etme amacına dayanır. Ana elemanları;iğneler, platinler, bıçaklar, malyon tahtası, pedal ve havandır. Çözgü ipliklerini taşıyan gücülerin jakar makinesine bağlantısı harniş ipleri ve platinlerle sağlanır. Harniş iplerine bağlanan gücü tellerinin altında ağırlıklar asılıdır. Harnişlerin üst uçları desene göre gruplandırılarak her grup bir platine bağlanır. Platinler bir platin tablası üzerinde bulunur. Platin kancalarının altında ise bıçak bloğu yer alır.
Tomruk, üzerinde dönen desen kartonu iğne bloğuna bastırır. Kartonun üzerindeki deliklere isabet eden iğneler içeri girer. Bu iğnelere ait platin kancaları bıçak bloğunun çalışma sahası içinde bekler. Bu şekilde desene göre gruplar oluşturulduğunda , bıçaklar yukarı kalkarken doğal olarak kendi sahası içindeki platinleri de yukarı kaldırır. Bu platinlere bağlı olan harnişler de yukarı kalkacağından desene uygun bir ağızlık açılmış olur. Desene göre kartondaki delinmemiş kısımlara denk gelen iğneler, tomruk baskısını kendi çalışma sahası içindeki platinlere iterek onları bıçak bloğunun hareket sahasından çıkarır. Böylece desene göre kalkmaması istenen çözgü iplikleri aşağıda kalır. Mekanizmadaki bir adet iğne ve platin desen raporundaki bir adet çözgü ipliğine hareket verir. Genellikle bir platine birden fazla çözgü ipliği bağlanarak simetrik veya düz tekrar eden desenler oluşturulur.
Atkı atımından sonra gücünün alt deliğine bağlı ağırlıklar ile çözgü iplikleri aşağı iner. Jakar tezgahında çözgü sıklığı ve iğne sayısı, dokunacak desen raporunun büyüklüğü açısından önemlidir. Jakar tezgahlarında 200lü, 400lü, 1200lü, 1312li, 1600lü,1760lı ve 2400 iğneli jakar sistemleri mevcuttur. Daha fazla kancaya ihtiyaç duyulursa iki jakar makinesi yan yana kullanılabilir.
Jakar makineleri tek silindirli ve çift silindirli olarak ikiye ayrılır.
Tek silindirli jakar makinelerinde rapordaki her çözgü ipliği için bir iğne ve bir kanca bulunur. Bir kanca dizisini kaldırmak için bir bıçak olması gerekir. 600 iğneli bir jakarda her sırada 50 iğne bulunduğuna göre 600:50= 12 iğne sırası var demektir. Her sırada bir bıçak olduğuna göre 12 tane de bıçak olması gerekir. Bıçak şasisi her atkı ipliğinde bir defa aşağı ve yukarı hareket yapar. Jakar silindirleri 4,5 veya altı köşeli olur. Silindirin yüzeyi deliklerle kaplıdır üzerine rapordaki atkı ipliği sayısı kadar delikleri bulunan ve uçlarından birbirlerine bağlanarak sonsuz hale getirilmiş kartonlar geçirilmiştir.
Çift silindirli jakar makinelerinde her harniş kaytanının bağlı bulunduğu çözgü ipliği için iki iğne dolayısıyla iki kanca bulunur. 600 çözgü iplikli bir jakarın 1200 iğnesi ve 1200 kancası vardır. Silindirlerden biri tek numaralı diğeri çift numaralı atkı ipliklerinin deseni delinmiş olan kartonları kontrol eder. Tek ve çift silindirli sistemin hareket mekanizmaları aynı olmakla beraber çift silindirli makineler daha hızlı çalışmaktadır. Günümüzde modern makinelerde karton yerine elektronik desen sistemleri kullanılmaktadır.
Dar dokuma makineleri
Seri üretim yapmak üzere tasarlanmış dar ende kumaş veya pasajlar halinde bölgesel kumaşlar yaparak çeşitli özellikte bantlar, etiketler dokuyan özel dokuma makineleridir. Dar dokuma ürünleri giyim sanayinde, ev tekstilinde dekoratif ve fonksiyonel özellikleri nedeniyle kullanılır. Kurdeleler, ekstraforlar,kenar şeritleri,biyeler, etiketler dar dokuma ürünleridir.
Dar dokuma makineleri diğer dokuma makinelerinden farklılıklar gösterir. Çözgüsü doğrudan uygun boyutlarda dokuma levendine sarılır. Dokuma makinesinde her pasajın çözgüsü bağımsız olarak çalışır.Atkı makaralı (mekikli) veya iğneli atkı atma sistemlerine göre atılır.
Mekikli atkı atma sistemi çok renkli etiket makinelerinde kullanılır. Mekik adı verilen yarım elips şeklindeki aracın içine yerleştirilmiş küçük makaralara sarılı atkı ipliği vardır. Her dokuma pasajının yanında o bantta atkı atmayı gerçekleştiren tek mekik veya renkli atkı atabilmek için düşey yuva hareketi yapan birden fazla mekik vardır.
İğneli atkı atma sisteminde her pasaj için orak biçiminde, açılı bir dönüş hareketi yapan bir iğne ve ve atkı ipliğinin karşı kenarda tutunabilmesi için yardımcı bir kancalı dilli iğnesi vardır. Atkı ipliğini taşıyan kancanın ucu deliklidir ve mekiksiz dokuma makineleri gibi ipliği bobinden çekerek her iki tarafa da atabilir. Delikli kanca atkı ipliğini ağızlıktan geçirip geri dönerken atkı ipliğinin karşı tafta tutunabilmesi için kanca dilli bir örme iğnesi çözgü yönünde yatay bir hareketle atkı ipliğini ilmekleyerek kenar oluşturur.Her pasaj için ayrı atkı atma sistemine sahip olmayan dar dokuma makinelerinde etiketler bütün halinde dokunur. Sentetik etiketlerde makine üzerine yerleştirilen yakma aparatları sayesinde etiketler şeritlere ayrılır
Havlu dokuma makineleriHavlu dokumacılığı Türkiye’ye has dokuma tekniğiyle dünya çapında kabul görmüş ve Türk tekstil sanayinde önemli bir yer edinmiştir. Dokuma havlu kumaşlar tek veya çift yüzlü olarak üretilen kesilmemiş ilmek havlı yumuşak ve pamukludur. Kumaşın dokumasında atkı ve çözgü iplikleri haricinde hav iplikleri kullanılır. Hav ipliği tek yüzlü havlu yapısında sadece ön yüzde (İngiliz havlusu), çift yüzlü havluda ise her iki yüzde (Türk havlusu) hav oluşturur. Havı oluşturacak ipliğin, kumaşın nem çekme ve yumuşaklık özelliklerine sahip olması için az bükümlü ve pamuk olması tercih edilir.
Havlu kumaşının dokunmasında biri zemin çözgüsü diğeri hav çözgüsü olmak üzere en az iki çözgü levendi kullanılır. Zemin çözgüsü gergin hav çözgüsü ise gevşektir. Hav çözgüsü zemin çözgüsünden en az dört kat uzundur. Bu ekstra uzunluk kumaştaki ilmekleri oluşturur
Havlu dokuma makinelerinde ilmek havı ,tefenin hareketi ve çözgünün bırakılması ile oluşur. Havlu dokuma tezgahlarında değişik kurslu tefe hareketine sahip dokuma makineleri kullanılır. Bu makinelerde tefeyi hareket ettiren krank mili olduğu halde ayrıca bir eksantrik konarak tefenin iki veya daha fazla hareket yapması sağlanır. Eksantrik hareket vermediğinde tefe kumaşa doğru ilerletir ancak kumaş hattına yaklaşmaz.Buna kısa kurs denir. Eksantrik tefeye hareket verdiğinde tefe kumaş çizgisine kadar hareket eder ve atkıyı kumaşa dahil eder. Buna uzun kurs hareketi denir.Kısa kurs hareketi birden fazla tekrar eder bu esnada atılan atkılar birikir. Uzun kurs hareketiyle çözgüsü gergin olan zemin atkılar sıkışarak zemini oluştururken çözgüsü gevşek olan hav iplikleri toplanarak ilmeği oluşturur
Kadife dokuma makineleri
Kesilmiş havlı yüzeye sahip kumaşlardır. Atkı ve çözgü yönünden hav oluşturulabilir. Atkı yönünden havlı kumaşlara atkı kadifesi çözgü yönünden havlı olanlara ise çözgü kadifesi denir.
A)Çözgü kadifesi üretimi
Çözgü kadife üretiminde düz kalitelerde biri zemin diğeri hav çözgüsü olmak üzere en az iki çözgü levendi, desenli kalitelerde bir zemin çözgü levendi ve renkli hav ipliklerinin bulunduğu cağlık kullanılır. Tek kat çözgü kadifesinde tek ,çift katlı çözgü kadifelerinde iki zemin çözgüsü vardır. Jakarlı kadifelerde farklı bölgelerde farklı renkte ipliklerin kullanım miktarları değişiklik gösterdiği için hav iplikleri için cağlık kullanılır. Çift katlı çözgü kadifesinde hav çözgüleri bir üst örgüde bir alt örgüde bağlantı yapmak suretiyle iki kumaş arasında bağ oluşturur. İki kumaş arasında dikey durumdaki hav çözgüleri makineden ayrılırken ortadan bıçakla kesilir. İki havlı kumaş elde edilir. Çıkan kumaş makastan geçirilerek havları düzgünleştirilir. Normal dokuma makinelerinde tek mekikle oluşturulan iki kumaş arasında bağlantı yaparak üretilebildiği gibi, çift mekikle ve iki ağızlıkla çalışan modern dokuma makinelerinde de üretilirler.
ek katlı çözgü kadifesinde havlar, hav çözgüleri yukarı kalktığında arasına giren ve ucunda bıçak bulunan çelik çubuklar aracılığı ile oluşturulur. Hav çözgülerinin oluşturduğu ağızlıktan teller geçirilir. Hav çözgüleri alt ağızlık konumuna inip atkılarla birleştikten sonra şekildeki tellerin etrafını kaplarlar. Tellerin enine kesiti aynı zamanda ilme şeklini ve enine kesitteki yükseklikleri de ilme yüksekliklerini belirler. Teller kumaş içerisinden çekildiklerinde ilmeler oluşur. Tellerin hareketini kontrol eden özel mekanizma telleri çok hızlı bir şekilde atılan atkı ipliği ile aynı hızda ağızlık içerisine yerleştirir ve yavaşça geri çeker. Tellerin üst yüzeyi bıçak ağzı şeklinde yapılmışsa telle kumaş içerisinden çekilirken ilmekler kesilip demet halini alacaktır. Kesici olmaması halinde ise ilmekler oluşacaktır. Hav çözgülerinin oluşturduğu yüksek ağızlığa tel girdiği anda, zemin çözgülerinin oluşturduğu daha geniş ağızlığa da atkı ipliğinin yerleştirilmesi gerekir. Tellerin sonundaki delikler tellerin hareketini sağlayan mekanizma uzuvları ile bağlantıyı sağlar. Bu mekanizmalar için dokuma makinesinin bir tarafında dokunan kumaş genişliği kadar bir boşluğa ihtiyaç vardır.
B)Atkı kadifesi üretimi
Atkı kadifelerinde hav oluşumu hav ipliklerinin yuvarlak bir bıçak sistemi ile kesilmesi yoluyla elde edilir. Zemin atkısı zemin çözgüsü ve en az bir hav atkısından oluşan üç iplik sistemiyle üretilir.İlave hav atkıları zemin örgüsüyle bağlantılar yaparak uzun yüzmelerle desen oluşturur. Bu uzun yüzmeler bıçakla kesilerek havları oluşturur.
Halı dokuma makineleri
Makine halıları dokuma makinelerinde kalın bir zemin üzerine hav bağlanması prensibiyle oluşturulur. Halı yapılarını oluşturan iplikler:
a) Zemin çözgüsü: Zemin örgüsünü oluşturur. Tek leventten gelir.
b) Hav çözgüsü: Cağlıktan alınır. Havları oluşturur.
c) Dolgu çözgüsü: Halının iki yüzünden de görünmez. Zemin çözgüsünden daha gergindir. Hav ipliklerini sıkıştırır ve kalınlık sağlar.
d) Atkı ipliği: Zemin çözgüsüyle birlikte halının taşıyıcı zeminini oluşturur.
Çözgü kadifesi tekniği ile çift katlı veya tek katlı olarak üretilirler.
Halı dokumalarında hav V tipi bağlantı, W tipi bağlantı ile yapılabildiği gibi imalattan sonra havlar farklı yüksekliklerde kesilerek gravür halı veya ilmeler hiç kesilmeden buklet halı elde edilebilir. Makine halıları üretildikleri konstrüksiyonlara göre Akminster halısı Wilton halısı,Şenil halı,Kadife halı,İskoç halısı, Brüksel halısı, Kord halısı, Goblen halı gibi çeşitli isimler alır.
Halı dokunduktan sonra yüzeyinin daha parlak görünmesi için apre yapılır.Kenarları overlok makinesi ile dikilir. Saçakları dikilir. Hav ipliklerinin çıkmasını önlemek ve daha kalın görünüm vermek için tabanı özel yapıştırıcılar ile kaplanır.
Halı dokuma tezgahları geniş enli, ağır ve düşük üretim kapasitesine sahip makinelerdir. Tezgah yapılarına bağlı olarak üç şekilde çalışırlar:
1- Tek mekikli ve tek ağızlıklı tezgahlardır.Devreye giremeyen hav çözgüleri dışarıda kalır ve sonradan temizlenir.
2- Devreye girmeyen hav çözgüleri her iki halının zemin ve havları arasında gizlenir.
3- Devreye girmeyen hav çözgüleri sadece alt halının zemininde gizlenir. Üretimden çıkan iki halının ağırlıkları farklı olur.
Zemin çözgüsü ve atkı sadece taşıyıcı iskeleti oluşturur. Desenlendirme sadece hav çözgüleri ile yapılır. Halı tezgahlarında 1200’lü 1344’lü, 1396’lı veya 896’lı jakar mekanizmaları kullanılır. Harniş dizimi genellikle her hav çözgüsüne 1 platin verilerek yapılır. Bu nedenle tek jakar tertibatı yeterli olmaz 4 veya altı jakar bir arada kullanılır.







 Örnek1
Örnek1 Örnek2
Örnek2

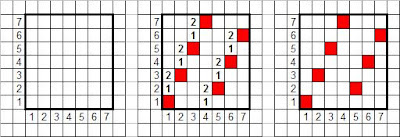
 ( dimi iki dolu- iki boş ) örgüsü sol yollu, eşit yüzlü ve tek eğimli bir dimi örgüsüdür. Raporunun çizilmesinde aşağıdaki işlem sırası uygulanır:Rapordaki çözgü ve atkı sayısı hesaplanır.Rapordaki .çözgü sayısı = Rapordaki atkı sayısı = 2 + 2 = 4 iplikDesen kâğıdı üzerine örgü raporunun çözgü ve atkı sayısı işaretlenir. İlk çözgü hareketi ( iki dolu –iki boş) aşağıdan yukarıya doğru çizilir. İkinci çözgü ipliği bir atkı aşağıya doğru kaydırılarak çizilir. Diğer çözgü iplikleri birer atkı aşağı kayarak aynı hareketi yapar.Bu şekilde dimi diyagonali oluşur. Çözgü ve atkı kesiti çizilir.
( dimi iki dolu- iki boş ) örgüsü sol yollu, eşit yüzlü ve tek eğimli bir dimi örgüsüdür. Raporunun çizilmesinde aşağıdaki işlem sırası uygulanır:Rapordaki çözgü ve atkı sayısı hesaplanır.Rapordaki .çözgü sayısı = Rapordaki atkı sayısı = 2 + 2 = 4 iplikDesen kâğıdı üzerine örgü raporunun çözgü ve atkı sayısı işaretlenir. İlk çözgü hareketi ( iki dolu –iki boş) aşağıdan yukarıya doğru çizilir. İkinci çözgü ipliği bir atkı aşağıya doğru kaydırılarak çizilir. Diğer çözgü iplikleri birer atkı aşağı kayarak aynı hareketi yapar.Bu şekilde dimi diyagonali oluşur. Çözgü ve atkı kesiti çizilir.
 Dimi örgü türleri:
Dimi örgü türleri:
 sol yollu -çok eğimli-45’ eğimli-eşit yüzlü
sol yollu -çok eğimli-45’ eğimli-eşit yüzlü Eğim açısına göre dimi örgüleri
Eğim açısına göre dimi örgüleri  63’ eğimli -tek eğimli-eşit yüzlü -sağ yollu
63’ eğimli -tek eğimli-eşit yüzlü -sağ yollu




 Örnek Armür Planı Çizimleri
Örnek Armür Planı Çizimleri 





 Örneğin; bezayağı örgüsünü oluşturan tek numaralı çözgü iplikleri aynı hareketi yani aynı bağlantıyı yaptığından aynı çerçevede toplanırlar. Benzer şekilde, çift numaralı çözgü iplikleri de grup oluşturarak ayrı bir çerçevede yer alırlar.Bezayağı örgü raporunda iki farklı çözgü hareketi bulunduğundan, bezayağı örgüsü en az iki çerçeve ile dokunur. Bu durumda herhangi bir örgünün dokunabilmesi için gereken çerçeve sayısı, örgü raporunda bulunan farklı çözgü hareketi sayısına eşittir.
Örneğin; bezayağı örgüsünü oluşturan tek numaralı çözgü iplikleri aynı hareketi yani aynı bağlantıyı yaptığından aynı çerçevede toplanırlar. Benzer şekilde, çift numaralı çözgü iplikleri de grup oluşturarak ayrı bir çerçevede yer alırlar.Bezayağı örgü raporunda iki farklı çözgü hareketi bulunduğundan, bezayağı örgüsü en az iki çerçeve ile dokunur. Bu durumda herhangi bir örgünün dokunabilmesi için gereken çerçeve sayısı, örgü raporunda bulunan farklı çözgü hareketi sayısına eşittir. Sıra tahar (düz tahar): Örgü raporundaki çözgüler sıra ile birinci çerçeveden kullanılan son çerçeveye kadar gücülerden geçirilir. Yapılan işlem tekrar birinci çerçeveye dönülerek çözgü iplikleri bitinceye kadar tekrarlanır.
Sıra tahar (düz tahar): Örgü raporundaki çözgüler sıra ile birinci çerçeveden kullanılan son çerçeveye kadar gücülerden geçirilir. Yapılan işlem tekrar birinci çerçeveye dönülerek çözgü iplikleri bitinceye kadar tekrarlanır. 


 Dokuma kumaşı oluşturan atkı ve çözgü bağlantılarının şematik olarak gösterildiği kareli kâğıda desen kâğıdı denir. Desen kâğıdı üzerinde her sütun bir çözgü ipliğini, her satır da bir atkı ipliğini ifade eder. Kareli desen kâğıdı üzerinde çözgüler soldan sağa, atkılar ise aşağıdan yukarıya doğru numaralandırılır. Buna göre her kare bir çözgü ipliği ile atkı ipliğinin kesişme noktasını simgeler. Bu noktada çözgü ve atkı ipliği iki farklı konumdadır. Birincisi, çözgünün üstte atkının altta, diğeri ise çözgünün altta atkının üstte olduğu konumdur.
Dokuma kumaşı oluşturan atkı ve çözgü bağlantılarının şematik olarak gösterildiği kareli kâğıda desen kâğıdı denir. Desen kâğıdı üzerinde her sütun bir çözgü ipliğini, her satır da bir atkı ipliğini ifade eder. Kareli desen kâğıdı üzerinde çözgüler soldan sağa, atkılar ise aşağıdan yukarıya doğru numaralandırılır. Buna göre her kare bir çözgü ipliği ile atkı ipliğinin kesişme noktasını simgeler. Bu noktada çözgü ve atkı ipliği iki farklı konumdadır. Birincisi, çözgünün üstte atkının altta, diğeri ise çözgünün altta atkının üstte olduğu konumdur.














